











 电话:15361867505
电话:15361867505
 座机:0755-22666274-816
座机:0755-22666274-816
 邮箱:service@szzsee.com
邮箱:service@szzsee.com
 地址:深圳市坪山区坪山大道2011号潮商广场A座17层
地址:深圳市坪山区坪山大道2011号潮商广场A座17层


一、前言
生产计划和控制是生产系统运作的核心环节,一个稳定、可行、动态、可控的生产计划,是确保高效生产的基础。
但是,如何做好一个切实可行的生产计划,在高度不确定性的环节下,是件困难的事情。
二、核心步骤
生产计划和控制的编制,需要方法论。但是不论采用何种方法,必然需要一定的步骤来实现。
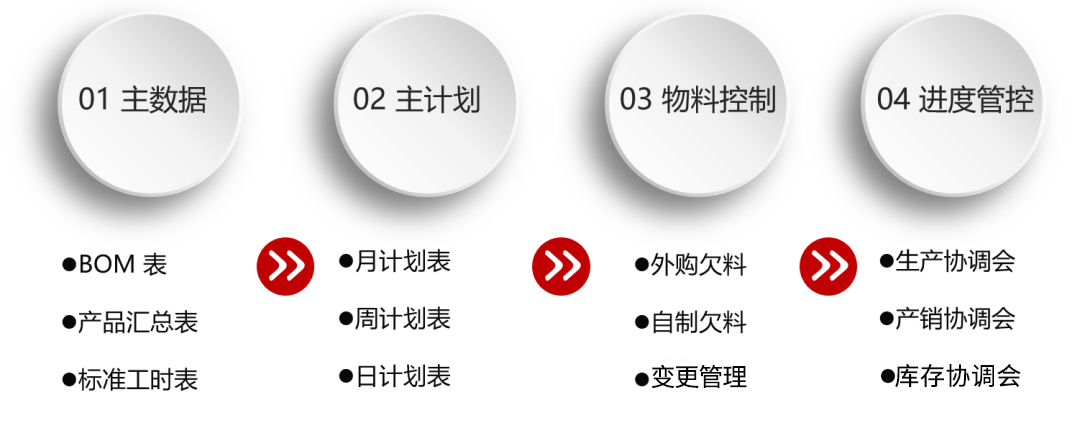
生产计划和控制的核心步骤如下:
2-1 主数据准备
生产计划和控制首先是基于数据的管理和控制,必然需要对生产计划和控制的数据需要准备和清洗。
需要准备和清洗生产计划和控制主数据如下:
2-1-1 静态数据
需要准备和清洗好以下静态数据:
1)物料编号
需要科学定义好物料编号,确保“一物一码”,严格避免“一码多物”、“一物多码”的现象。
科学的物料编码,需要按照物料的本质分类,实现大类、种类、小类的区分,规格以流水码区分为好,一般是9-11位的全数字码最佳。
2)BOM
需要维护和校正好BOM,因为BOM错误,不仅会买错(错误、多买、少买),而且为齐套投料造成极大的困扰。
BOM的编制、变更、录入和审核需要有严格的流程,尤其是BOM变更和迁移比较频繁(BOM寿命比较短)的业务场景,BOM的准确性维护是一个严重的挑战。
3)标准工时
产线、机台和人员作业产出,均取决于产品的小时产出率,所以标准工时是控制投料的关键参数。
标准工时可以采用PIE人员现场观察(秒表)计时获得,也可以通过累计产出计时获得。标准工时需要与自制件的物料编号绑定,即每一个自制件的物料编号,需要编制一个标准的工艺路线,并设定工序的标准工时、默认设备(设备组),以动态计算设备、产线的负荷。
4)ERP需要设置的其他参数
需要及时维护好安全库存量、最低量、最高量、经济订货批量、最小批量增量、委外/采购前置周期等参数。
安全库存值的设置与前置周期、前置周期内的最大消耗量有关,不仅需要科学计算后设置,还需要依据业务过程的变化而调整。
2-1-2 动态数据准备
生产计划和控制的动态数据准备,是重中之重的工作,而且是最关键的日常工作之一,必须(最好)在ERP等相关信息系统中维护。 1)ERP标准单据维护需要及时维护好ERP系统的中的“销售订单”、“生产任务单”、“委外订单”、“采购订单”。其一,MRP需要根据“销售订单”的录入,及时单-单进行MRP运算,确保生产任务、委外和采购任务的及时下达。第二,关闭需要定时(至少每周)对销售订单、生产任务单、委外订单、采购订单及相关的出入库单据,进行清理,手工关闭不能自动关闭的单据,做到“日清月结”,保障数据的干净、清洁。2)即时库存必须确保即时库存瞬间局的准确,做到账实相符,其准确率需要达到A类(体积大/价值大)100%、B类(易清点/价值中)100%、C类(混合包装/低值)98%以上,确保MRP和领发料的准确。3)完工日报表需要及时采集车间、产线和机台作业进度,完工日报表是最好的方式:每个作业单元(计件工人、计件小组、计件班组)最低限度按照每天进行工序任务的报工,建立起日期 — 作业单元(计件工人、计件小组、计件班组)— 工序任务完成量 — 生产任务单 — 销售订单的关联关系。
完工日报工,不仅是计件工资结算的依据,更是进行生产任务和订单进度控制最基础和最基本的控制环节。完工日报表,还可以随生产任务、工序记录各类异常:设备、模具、工装、设计、作业、来料等质量异常,是收集问题的起点,也是持续改善的起点。
2-2 主计划(完工计划)编制
准备好主数据后,可以编制生产计划了。
2-2-1 确认客户需求
确认需求是编制生产计划的第一步。一般而言,工厂是MTO(订单式)、MTS(备库式)的混合模式。订单式(MTO)模式时,客户订单就是客户需求,具有非常明确的需求的品种、需求的时间、需求的数量(隐含了技术和质量指标)。备库式(MTS)模式时,俗称的是补库模式,其客户需求的表现模式,是内部的补库订单,或称之为预测订单。很多企业还会把这个需求做的更加复杂些,分为“销售订单”、“备货订单”、“补库订单”、“备料订单”等方式,本质还是“订单”、“备库”两种。备库式(MTS)采用预测方式确认需求时,最好采用滚动预测方式:即按照一个“固定的预测周期(如三个月)”、“固定的预测间隔(如间隔两周)”实现滚动预测,并锁死预测、和预测校正的方法,以确保预测的相对科学性。需求管理是十分重大事项,是确定PSI(P生产、S出运、I库存)的第一步,是非常核心的关键环节。
2-2-2 产销平衡
确定需求时,需要对物料供应、内部产能进行平衡。如果工厂上线了APS高级计划和排程,则这一过程相对容易:
1)确认需求并录入APS
2)APS运算并发出异常报表(延误警告报表)
3)调整需求并录入APS
4)APS重新运算并发出异常宝博鳌
5)循环1-2次
但是,如果没有APS高级计划和排程系统,需要手工进行需求、供应和产能的平衡,其标准步骤如下:
1)识别关键物料的供应量。
2)根据关键物料的供应编制投料品种、时间和数量,实现物料平衡。
3)再根据关键产能设备的约束,前后调整生产任务的投放,以满足产出的要求。
4)如果工厂是多车间的场景,则在车间之间的半成品仓作为缓冲,以平衡车间之间的关键产能设备制约间的冲突,用提前生产储备库存的方式,释放关键设备产能。
产、供、销售的平衡,是一项复杂的引擎计算过程,Excel的算力十分有限,所以只能以简化的方式进行:比如,产能采用平均产能、物料就核算关键物料等等,以降低计算难度。
2-2-3 编制完工计划
在产、供、销售平衡后,可以编制完工计划。
完工计划是一个预期计划,关键的假设如下:
1)不考虑客户需求变动、不考虑产能波动(预设的以外)、不考虑供应商波动,是正常情形下的正常产出。
2)或详细预排程或粗的预排程
编制完工计划的周期限制,需要根据业务状态来确定: 白酒的生产周期很长,大约需要5年的时间(60个月),所以主计划的周期至少为一年,并逐步分解。尤其是制曲、制酒和初勾兑,是完全的“推”过程,主计划的时间可以稍长,而成品酒的勾兑、包装过程,大约是10天,可以月来设计,甚至就是10天的循环计划即可,实现动态补库。汽车零部件行业则刚刚相反,主机厂一般仅仅提供单周锁定+双周滚动的需求计划,则汽车零部件企业不能编制较长期的主计划,而是编制两周的滚动主计划即可,即时响应汽车零部件企业在主机厂边上的库存需求即可。大量的OEM企业,由于承诺交期较长,一般是30-45天,甚至60天以上的周期,则可以编制以月(4周)的主计划(出运计划),以此形成月出运计划、周大滚动、三天小滚动一天所动的计划,逐步实现不确定-半确定-稳定-锁定的作业计划。日完工计划,还需要转换为开工计划。制造周期较长的,作业计划的锁定期要稍微变长,采用T+2、T+3模式。编制的完工计划,可以用“月计划”、“周计划”、“日计划”方式呈现。
2-3 物料控制
物料控制是组装类企业(物料驱动型企业)的控制关键,物料控制的关键是总装前的齐套性,而齐套性的控制关键是自制、委外和采购件的同步性,而控制齐套性的关键是自制工厂、委外供应商、采购供应商的优先顺序,形成了一个完整的逻辑链条。
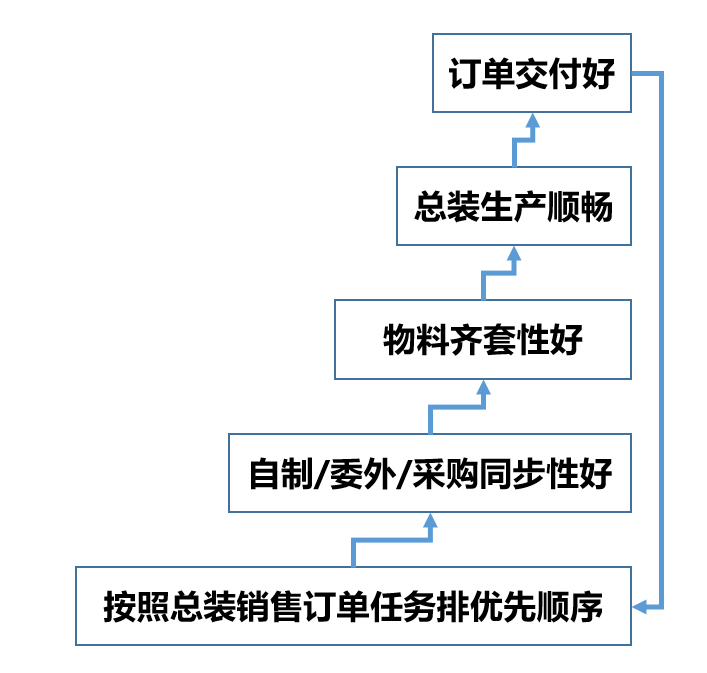
图2-3-1 物料齐套性好的业务逻辑
为了增加齐套性,需要做好一下任务:
2-3-1 变更控制
组装类企业的变更控制,是经常发生但是非常麻烦的工作。由于变更引起的原因比较多,简单分析如下:
第一,客户变更
因为客户的客户需求发生变化,客户提出的对产品的包装、外观、结构或用料的变更。一般情况下,相关的工程师一定是变更相关的产品。
第二,设计变更
客户未提出变更,但是因为工程师设计的原因提出的变更,尤其是对产品性能、成本有较大影响的变更,一般都是会执行的。
第三,工艺变更
因为简化生产过程的需求,也会对产品的结构、用料、用量提出后变更,其目的是为了简化生产过程,简化员工作业或降低成本。在不影响产品整体性能和外观的情况下,经过客户允许也会法生产变更。
既然变更是客观存在,必须要面对该问题。
建议采用以下管理作业,降低变更对生产过程和销售订单交期的影响:
1)必须要做好新产品的量试,从源头上减少未来的变更 我自己管理工程的时候,对新产品的量试和量产有严格的控制程序,必须经过以下步骤“
(1)量试前评审,确定是否可以量试,做到相关技术资料的齐套
(2)生产技术部的“试做(2-3件)”,确认产品时间可行
(3)生产部组织老员工“小试(10-15件)”,确认熟练工人是否可以生产。
(4)“新产品发布会(量试前,相当于量试评审)”,再一次进行标准评审,生技部可以深度参与。
(5)量试,标准生产任务单的投料批次生产。 只有经过严格的量试流程,大货生产才可以顺利生产。
2)统一部门负责变更控制
变更控制是复杂过程,必须要一个统筹部门协同。
变更涉及到客户端成品、在途成品、在库成品、在制半成品、在库原料、在途原料、在制原料各个环节,没有统一的一个部门协同,基本无法有效控制。
只有在PMC统一协同下,理清变更所面临的困难,并适时发起变更,才可以做到。
3)PMC在掌握合适的时间实施变更
变更是对原有产品的,正常情况下是改善,是改进,原有产品是可以正常使用的。所以,变更要充分利用该要求展开。
正常情况下,变更时,物料状态越简单越好:
(1)老成品静止,不对已经完工的成品进行变更(或少变更)。
(2)供应商静止,供应商必须做好切换,停止旧的生产(或交货,或报废),在未接到开工通知前生产新的。
(3)清理工厂内的在制工单状态,清理生产线的物料和成品,等待技术部、生产技术和PMC的联合处理意见。
(4)清理未领料的库存物料并进行隔离和封存,等待处理意见。
(5)确定变更方案后,由PMC统一发出变更执行要求,正式实施变更。
4)PMC做好变更的统计并定时回顾,减少并改善变更控制方法
变更是一个日程工作项,但是也是一个可以控制和改善的项目。
变更的改善有两个方面:
(1)减少变更次数,尤其是重大变更次数
减少变更次数,需要从设计端、试产端两个方面来控制,而真正的源头是产品的设计和开发端,要从规范产品开发流程做好。
减少变更次数,还可以从严格量试流程控制。严格的量试流程,可以减少大货生产过程中的变更。
(2)改善变更控制流程
变更的控制还可以从变更控制流程做好,编制切实可行的变更控制流程,尽量减少变更带来的对生产、供应商的影响是可以从持续改善的。
变更的控制还可以从变更控制流程做好,编制切实可行的变更控制流程,尽量减少变更带来的对生产、供应商的影响是可以从持续改善的。
2-3-2 外购物料欠料控制
1)供应商管理
外购物料的欠料控制,管理好供应商是第一步,也是最关键环节之一。
需要建立起供应商的准入、考核和淘汰机制,留下优质的供应商。
需要建立起供应商的准入、考核和淘汰机制,留下优质的供应商。
供应商的准入,必须实现供应商的“正配”:即供应商生产的产品类型、质量水平、供应能力与工厂本身的产品特征、成品质量水平和采购量多少匹配,实现正确的配置。
随着工厂自身产品寿命的迁移,对采购件的需求也随着产品需求的变化而变化(技术要求、质量水平等),不一定所有的供应商的管理水平可以随着工厂的水平提高而提高,需要将此类供应商淘汰,以便拖累工厂本身的绩效。
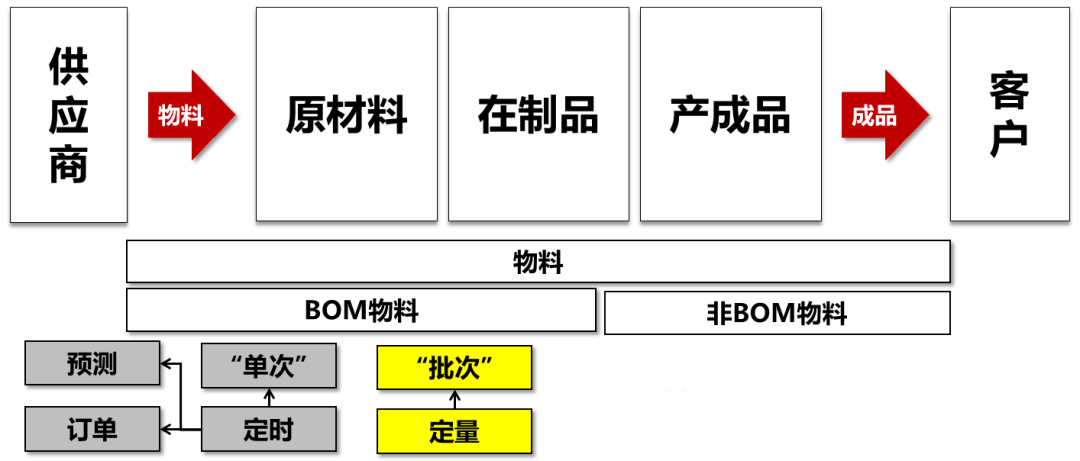
2)采购模式控制
外购物料的采购,可以分为三种方式:单次采购(PTO)、库存采购(PTS)。 单次采购(PTO),有可以分为预测采购(PTF)、订单采购(PTO)。A、预测采购(PTF):对于长采购周期物料,远远大于客户需求周期的物料(如IC,一般采购周期是36个月以上),必须采用预测采购的方式:即,对未来客户需求的产品进行预测,并根据预测的产品需求进行MRP运算,实现对关键物料的采购。
成品需求预测是需求确认控制的关键环节,预测管理(参考需求确认部分)是一门专门的科学,有兴趣的朋友可以参考《需求计划师》。需要注意的是,需求预测是需要滚动的,一般以两周、三周的滚动预测最常见,一周太短、四周太长,最常见的预测周期是两周。B、订单采购(PTO)订单采购是最常用的采购,如同家里的“青菜”、“新鲜鱼肉”的采购,一般是要用到了才采购。
订单采购一般是需要用的时候才购买,需要多少买多少。属于采购周期较短的专用物料。订单采购一般采用MRP方式实现。C、库存采购(PTS)库存采购是面向常用料的,如同家里的大米、酱油、食用油、食盐等标准产品的采购。
标准产品的采购,一般会采用经济订单批量、再订货点方式实现。在标准的MRP方案中,可以设置最小起订量、经济批量、最小批量增量等基本参数,运算MRP的时候自动产生需求。
3)相关需求量的控制
外购件的需求或欠料,一般通过MRP实现。 MRP时,有一下情形可以考虑:其一,订单物料的“单单+订单”和“固定周期+全数据”
1/单-单运算”
MRP可以是以每一个销售订单作为输入端进行运算,我称之为“单-单”模式。即新增销售订单后,以单一个小时订单为输入端进行单次的MRP运算。
单-单运算是比较大的好处时,可以实现“单-单”跟踪,查订单的物流齐套时,比较方便。
2/固定周期
另外一种方式是,固定时间+全单据运算。定时设置时间,进行系统内所有单据的运算,计算欠料并新增采购采购订单,全数据进行运算。
其二,订单物料的净需求和毛需求
1/净需求
如果基础数据不错,可以采用净需求计算方式计算欠料。
2/毛需求
如果基础数据不好,可以运算毛需求。但是,需要对毛需求进行校正,避免买多的物料。
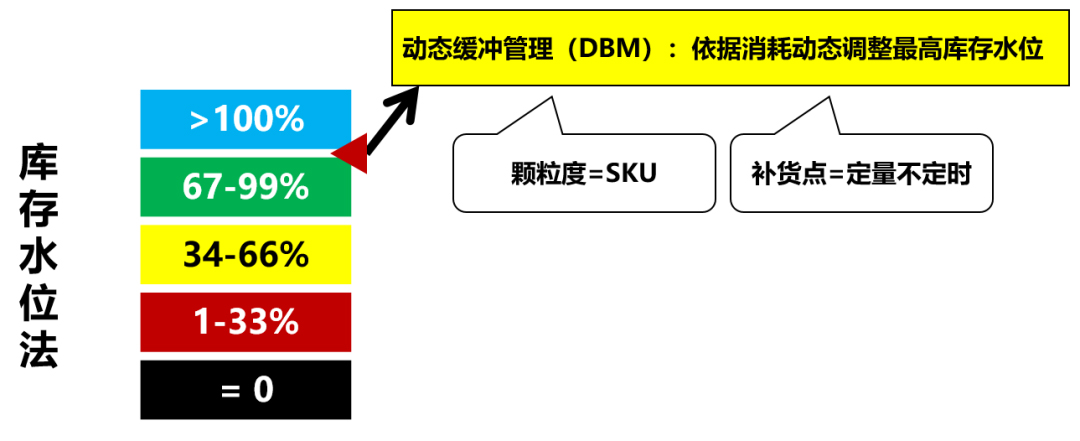
其三、批次物料的可能性采购对于实现库存式采购的批次采购物料,可以采用动态库存管理方式,实现低库存和高可得性。 实现可得性采购,需要实现以下步骤首先,是区分订单物料和批次物料最好是研发部门对所有的物料进行区分,尽量将物料标准化,并实现批次采购。其次,批次物料的标识可以才ERP中对批次采购物料进行标识,可以在物料名称前添加【批】,让MRP专员很容易识别是订单物料还是批次物料。其三,MRP投放控制MRP时,对于【批】次物料,MRP时不要投放采购申请,仅仅需要投放【单】采购申请即可。第四,建立动态库存管理系统【专题讨论】
4)采购订单控制进行了“供应商的优化”、“物料需求量的控制”,需要对采购过程(采购订单)进行有效控制。
对采购订单有限控制,需要做好两个步骤:
其一,“日清月结”的单据有效性控制
需要对采购订单的尾数进行管理,尤其是采购订单的尾数进行控制,将供应商送料困难、工厂不需要的那些尾数进行情况,手工关闭采购订单,以保证单据的有效性。
其二,“采购订单”优先序跟踪
【单】次物料,需要对采购订单进行优先顺序排程的跟踪。而对于【批】次物料,可以根据库存缓冲量的高低进行排序,库存低的优先等级高,库存高的优先等级低。
采购员根据采购订单的优先顺序进行跟踪,确保优先等级高的物料先入库,将采购员的精力聚焦于优先等级高的采购物料,聚焦于外购物料的异常处理。
2-3-3 自制物料欠料控制为了满足包装和装配的物料需求,需要对前置车间的物料的同步性进行控制,以实现齐套性(产品的工单齐套、订单齐套的需求)。
自制物料的欠料控制,如要做好一下环节:
1)建立产能柔性
众所周知,工厂的管理要素为人、机、料、法、环、测(数据)6个环节。其中,人、机构成了产能,生产能力是有设备、模具、工装、场地和作业人员构成。对于加工类企业,即产能驱动型企业,产能要素是设备、模具为主,人工为辅。对于组装类企业,即物料驱动型企业,产能要素是人员为主,设备为辅。A、保持产能柔性由于产品时尚化、订单碎片化、供应链复杂化,订单对产能的需求柔性要求变高,迫使产能需要以多种柔性方式存在。一般产能柔性,可以从两个方便的体现:首先,快速换模(SMED)流水线的快速切线、设备的快速换型、压铸/注塑/冲压等的快速换模都是增加产能柔性的典型。快速换模(换型)可以在标准化、线内转线外、专职换线/换模人员且熟练化等方式实现,精益生产的方法论中有非常好的描述(建议大家参考精益生产相关的SMED相关资料)。需要说明的是,实现快速换模是一项长期的改善工作,丰田从几个小时缩短至几分钟,经历了几十年的时间(参考《流的传承》)。第二,全员培训作业员是产能最重要的构成要素之一,多能工的培养,是保证作业人员操作柔性的关键要素之一(多能工的培训和培养,参考精益生产相关资料)。第三,产线及布局改变 保持产能的柔性,另外一个途径是改变大产量的模式为小产线模式:该大批量的串联改小规模的并联。如变人数较多的流水线为人数较少的短线,用多条短线替代少量的大批量流水作业。记住:单机台并可以实现多工序的,是柔性最好的。如,四轴、五轴机加设备,比单功能、多机台串线的柔性要的多。第四,观念改变改变所有人都必须忙忙碌碌的才是真的观点,树立只要保持瓶颈资源忙碌即可,而非瓶颈的空余是产能保护的观点。根据TOC(约束理论)的观点,瓶颈产出是系统产出,非瓶颈的产出迁就瓶颈产出即可,即实现TOC(约束理论)的“小鸟哔哔”即可:该生产时就生产,不该生产就休息。


电话:15361867505
座机:0755-22666274-816
邮箱:service@szzsee.com
地址:深圳市坪山区坪山大道2011号潮商广场A座17层
